
Before we talk about generator rotor testing, let’s make sure we are all on the same page in terms of understanding what a rotor does. First, let’s start with a quick discussion of terminology. Some OEMs such as GE refer to the rotating portion of the generator as the field. Others, such as Siemens refer […]
Category Archives: Case Studies
FREQUENCY-RESPONSE ANALYSIS (AKA: BUMP TESTING)
Just as every bell has a unique tone when struck by a hammer, so do all generator winding components. Every structure, in fact has its own characteristic modes of mechanical response when deformed after being struck. While not very musical in nature, the response waveform gives the trained Technician valuable information on the integrity of […]
Insulation Resistance and Polarization Index Testing of Generators

Megger & P.I. as it’s commonly referred to, is one of the quickest, safest, and simplest tests in the arena of generator electrical testing, but it is also one of the most useful. It is this simplicity that often makes the test somehow seem less important than some of the “big ticket” tests such as […]
END WINDING VIBRATION AND DEGRADATION
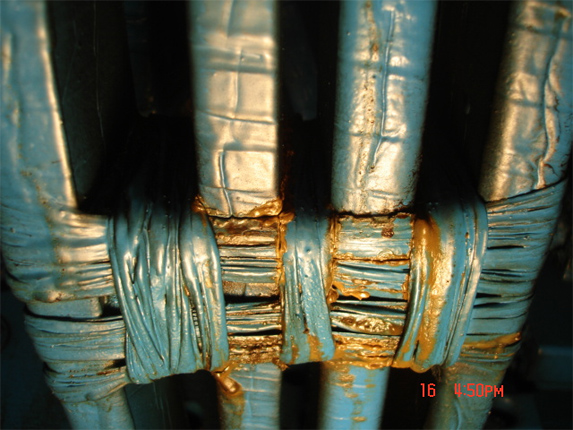
Case Study: Repair of a Generator Stator with signs of extensive end winding vibration and degradation. ISSUE During a major inspection of a 55375 KVA Generator, signs of extreme winding vibration and resonance issues were apparent. After completing a visual inspection of the end winding support systems, the following issues were identified and documented: Extensive greasing […]
A COMPLEX REPAIR ON AN AGED 6.60kV HYDRO GENERATOR

Sidewinders’ case studies help you understand the performance, quality and value of our services. ISSUE During recent annual maintenance of a vertical hydro generator, a stator coil was damaged as the rotor was being removed by the client. Damage to the coil was extensive, with bare copper exposed where it had been hit. Due to […]

